在微加工方面���,激光技術結合了高水平的加工質量和工業(yè)級別的高速度,這促使激光加工技術成為一項頗具吸引力的技術����。
在過去的幾年中,光纖激光加工技術已經成為材料加工應用方面最熱門的話題���,它具有很好的插座能效�����,尺寸簡潔���,而且僅需少量維護工作,可靠性高�����。在大型加工應用中,光纖激光加工已經搶占了燈泵浦Nd:YAG激光器的市場���,并且開拓了一些傳統(tǒng)激光技術無法實現(xiàn)的新應用���。
由于電子產品市場變化很快,微加工工藝成為激光技術應用中快速增長的領域之一�,主要的推動力來自手機和平面顯示器,尤其是電視機�。新產品型號的更換時間之快,使得人們需要一種通用的技術來將電腦設計直接轉換成加工制造�。印刷工業(yè)中發(fā)展起來的計算機直接制版技術(CTP)成為未來電子產品加工發(fā)展的模型。利用激光打標技術來直接刻畫文本和圖案已經成為激光技術在工業(yè)中的主要應用之一����。類似的激光打標技術在印刷電路板(PCB)加工中可被用來增加、除去材料����,或者對材料加熱。在柔性基底材料上的印刷電子線路可以說是激光技術最適合的應用�,因為它們與材料間無需物理接觸,使得它們可以被應用到成卷生產中�。柔性PCB新生產方法、超精細柵距互連的接合過程��、薄膜制圖法等等方面都可以利用基于激光的工具加以改進。
連續(xù)輸出和脈沖輸出(毫秒量級)的光纖激光器能夠提供精確且局域化的熱源���,它可被用于低溫焊接和微焊接�����。因此���,這項技術與標準的回流焊爐��、熱焊接和壓焊技術相比更具有技術優(yōu)勢�。通過進一步提高脈沖的峰值功率就能夠達到燒蝕閾值。脈寬在微秒到納秒范圍的短脈沖激光器就能夠很好地覆蓋這個閾值范圍��。但是��,熱傳導對于熱敏性材料和/或高度集成的機器還是可能帶來問題�����,理想的情況是能夠將加工的范圍限制在激光光斑范圍內��。
超短脈沖激光器
脈沖寬度在飛秒以及皮秒范圍的超短脈沖激光器(USP)�����,能夠將能量很好地限制在激光光斑的附近。當功率密度達到每平方厘米內有幾十個GW時��,激光加工將實現(xiàn)“冷”燒蝕狀態(tài)�����,也就是說��,在這種情況下����,大部分的材料從激光直射的區(qū)域直接蒸發(fā)(圖1)。這樣�����,在光斑附近可能產生的間接破壞就大大減少了�,因為材料蒸發(fā)時間短,熱量來不及傳導�����。大部分被吸收的能量以動能的形成被燒蝕了的材料帶走�。不過可惜的是����,目前超短脈沖激光器很難在工業(yè)生產中得到應用�����。主要的原因是�����,平均功率低導致加工速度慢���,所以很難與自動化材料處理設備相結合�,此外就是激光器體積比較大(專用的激光器都是搭建在光學平臺上)�。
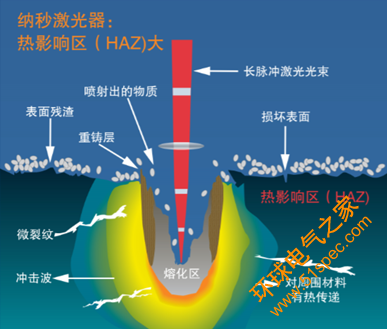
圖1.材料加工方法與脈沖激光范圍
能夠同時滿足在幾十個微米的面積內有合適的光通量��,并且平均功率在幾十或者幾百個瓦特的超短脈沖激光器的研制很難實現(xiàn)����。因為在稍大于燒蝕閾值(≤1J/cm2)時,燒蝕的質量最好�,所以,激光脈沖能量不能超過10 μJ��。這樣,提供平均功率的唯一方法就是增加激光的重復頻率��,大于傳統(tǒng)的調Q范圍(使用普克爾盒時�,該范圍≤500kHz)。
超短脈沖激光器的光纖方案
在工業(yè)應用中����,超短脈沖激光器與連續(xù)波操作具有相同的優(yōu)勢,插座效率高�����,尺寸小����,需要的維護少,可靠性高�。脈沖能量的限制主要來自光纖本身。單模光纖的中心直徑為10-20 μm����,這等于許多微加工應用中所選用的光斑尺寸。這樣�����,我們必須在一定范圍內操作,使得光纖的非線性效應和吸收不會影響脈沖的特性�,仍然保持目標燒蝕時的最佳條件。在實際操作中�,很難在“標準”光纖內提高超短脈沖的能量而超過5-10 μJ范圍,甚至在皮秒范圍也不能實現(xiàn)��。在飛秒光纖激光器的情況下���,光纖內的脈沖寬度必須先被展寬�,然后輸出光纖后被壓縮��,以實現(xiàn)實際的脈沖能量(啁啾脈沖放大����,CPA)。
超短脈沖光纖激光器在連續(xù)波(CW)的模式下可以實現(xiàn)很高的功率���。準連續(xù)波(QCW)模式意味著很高的重復頻率(≥100 MHz),在這種情況下���,材料燒蝕的反應時間要比脈沖之間的間隔要長���。所以��,激光與材料的相互作用接近CW激光器的情況����。超短脈沖光纖激光器的鎖模過程在這個重復頻率范圍內十分簡便�����,提供了最簡單的脈沖輸出技術��。為了優(yōu)化材料加工時加工速度與質量的關系���,必須降低重復頻率�,因此����,可以使用所謂的“脈沖選擇”方案,能夠將重復頻率從百MHz降到MHz范圍����。目前,對于不同材料來說�,非QCW重復頻率的最大值尚未得到確定�����。作為經驗法則�,重復頻率高于1 MHz時��,等離子體屏蔽現(xiàn)在開始出現(xiàn)��。不過��,燒蝕率持續(xù)非線性的增加�����,直到至少10MHz處�����。頻率范圍在1-10MHz���、脈沖能量為5-10 μJ的超短脈沖光纖激光器提供了很高的平均功率(5-100W)和材料去除率(光斑大小在5-10 μm)����。薄膜的制圖通常需要很高的掃描速度(1-100 m/s)��,以便在大規(guī)模生產中能更經濟��。超短脈沖激光器在這些應用中表現(xiàn)出眾����。
光纖激光器在微加工方面的應用
超短脈沖光纖激光器方案可以解決目前阻礙超短脈沖激光器進入工業(yè)應用的許多問題。不過���,材料去除效率以及邊緣質量還取決于許多其他“非激光”因素�����。表格把這些因素劃分成三類�����,列出了這些變量�,其中只有一類是與激光器本身有關的���。這里需要注意���,其他“非激光”的有關參數(shù)沒有列出來。脈沖的疊加量就是一個很好的例子���,它既取決于激光參數(shù)(重復頻率)���,又取決于“非激光”參數(shù)(掃描速度)�。表格中所有欄目的參數(shù)的優(yōu)化的組合就決定了最終的工業(yè)加工方案����。因此,必須從整體上來考慮����,從而得到由實際的應用測試而確定的解決方案。不過�����,若要設計一個能夠以最佳方式來加工所有材料和進行所有加工的過程是不可能的�����。在實際過程中���,必須建立一個專用的材料處理系統(tǒng)����,專用的光學加工系統(tǒng),以及專用的超短脈沖激光器���。這是說服用戶過渡到激光加工的最佳方法。
下面的例子給出了一些常見的應用����,在這些應用中,超短脈沖光纖激光器能夠為終端的客戶加工提供最優(yōu)化的方案���。這些應用還包括光學器件加工和材料裝卸自動化過程的優(yōu)化�,這些并不是這篇文章的主要內容�。相反的,我們將討論一些加工過程所需要的激光參數(shù)�����,這些討論說明�,超短脈沖光纖激光平臺可以很好地滿足這些要求。
薄膜制圖
最常見的制圖技術是光刻技術�����,該技術包括了幾個步驟����,掩膜和化學藥品�。這個加工過程有一些問題:高投資成本�、耗時/多步驟、不靈活���,以及環(huán)境問題���。
不同的激光技術已經被引進到制圖過程,通常這個過程被稱為激光直接寫入�����。激光技術有望克服那些傳統(tǒng)技術存在的問題���,激光技術投資成本更低�����,對工件沒有機械壓力�����,也不需要使用化學藥品�����。傳統(tǒng)的激光器并沒有解決所有相關的問題����,因為它們產生了較大的熱影響區(qū)域(HAZ)���,這個問題將影響加工質量��。使用綠光或者紫外光范圍的激光器就能夠減輕這個問題�,但是并不能夠完全避免這個問題�。
據(jù)證實,使用超短脈沖激光技術���,可以使材料的加工質量更好��,精度更高���,這是因為,當脈沖寬度縮短到了超短范圍�,熱影響區(qū)域(HAZ)與沖擊波影響區(qū)(SAZ)就顯著減小,而這兩項是影響加工質量的主要因素���。然而����,加工速度已經成為這些激光器的一個問題。此外�,超短脈沖激光器系統(tǒng)復雜、占空間����、昂貴、難以操作�,因此不適合與生產線相結合。
千赫茲與兆赫茲超短脈沖激光器系統(tǒng)
薄膜制圖過程中��,尤其困難的是對聚合物上的薄膜進行制圖���。通常����,能夠將薄膜除去所需的能量強度(燒蝕閾值)接近或者高于破壞多聚物或者下面幾層所需的強度�����。要實現(xiàn)高質量的微加工就要求能量強度稍高于燒蝕閾值。并且�,10-50μm的刻痕就足夠產生絕緣,并使得在最后的產品中有更小的特征參數(shù)�。圖2給出了千赫茲與兆赫茲激光器運行時主要參數(shù)的區(qū)別。在這個圖示中�����,(每秒鐘)同樣數(shù)量的材料被燒蝕掉��,但只有兆赫茲激光能夠有10-50μm的光斑�,可以來進行高質量的微加工。為了得到最佳的光通量�����,與激光a相比��,激光b就必須有10倍大的光斑�。千赫茲速率的超短脈沖激光也可以有更小的光斑和更低的脈沖能量����。但是這樣,總的平均功率和加工速度就下降了����。
材料加工實例
不同類型的金屬或者金屬氧化物薄膜可以被用于電子業(yè)和半導體工業(yè)��。例如����,Corelase公司進行了一系列的測試來表明��,在多聚物上的薄膜加工���,其質量和性能得到了提高��,并且不會影響到多聚物本身�。測試過程使用了Corelase X-LASE 皮秒脈沖激光與掃描光學元件相結合的設備��。在這些測試中���,一系列不同大小的刻痕或圖案被加工在不同的薄膜上�,這些薄膜包括了氧化銦錫(ITO)�、氧化錫(SnO)、鎳膜(Ni)和鋁膜(Al)��,這些材料在平板顯示器及太陽能電池工業(yè)中都很常見�。
ITO薄膜的加工如圖3��,厚度為20nm的ITO層上劃了一條20μm的刻槽����,加工參數(shù)0.55W@2MHz��。加工過程沒有對底下的多聚物層帶來任何的損壞�����。
SnO薄膜加工如圖4所示�,在厚度為600nm的SnO薄膜上劃有兩條12 μm刻槽,加工參數(shù)為2W@2MHz����。這項加工對底下的多聚物層,沒有任何的損壞�。
圖5中給出了加工了的Ni薄膜�,上面有兩條30μm的刻槽,Ni層厚度為20nm����,加工參數(shù)為0.8W@2MHz。加工過程沒有給下面的多聚物帶來任何損壞����。
圖6中給出了加工了的Al薄膜�����,上面有兩條30μm的刻槽�����,Al層厚度為100nm�����,加工參數(shù)為3W@2MHz��。同樣的�����,加工過程沒有給下面的多聚物帶來任何損壞����。
結論
由于電子消費品市場瞬息萬變����,微加工可稱為激光技術應用中進步最快的領域�。薄膜制圖就是這些應用中的典型例子���。重復頻率為兆赫茲的皮秒光纖激光器很適合于進行薄膜的加工���。加工質量高,加工速度快(達到工業(yè)生產的高級別標準)�����,使得激光技術成為一項頗具吸引力的工業(yè)技術��。





